

Прецизионные пастотерки
Прецизионные пастотерки
Прецизионные пастотерки
Прецизионные пастотерки

Система менеджмента качества сертифицирована (ISO 9001:2015)
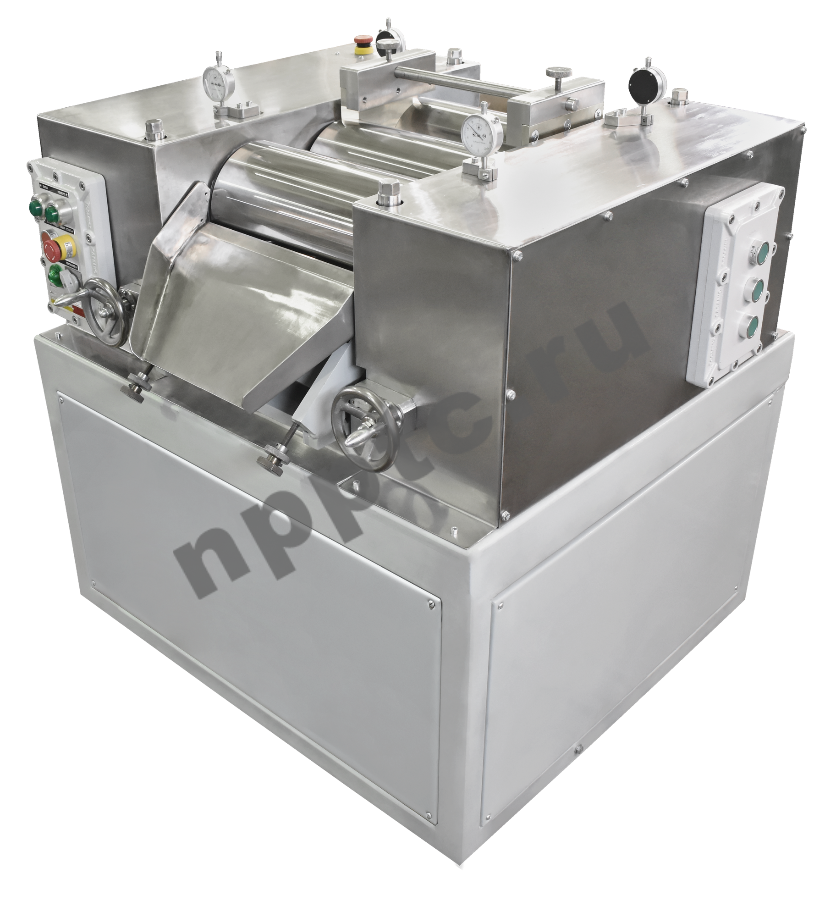
Пастотерки применяется для приготовления (перемешивания, перетира) паст, измельчения и диспергирования вязких материалов используя силу сдвига между валами, вращающимися в противоположных направлениях с разной скоростью.
Пастотерки используются во многих отраслях промышленности для перетира материалов средней и высокой вязкости. Такие материалы невозможно качественно диспергировать в высокоскоростных смесителях диспергаторах и диссольверах.
Кроме этого, при измельчении на трехвалковой пастотерке можно быть уверенным, что 100% продукта пройдет через обе зоны сдвига. Благодаря этому размер частиц при измельчении на пастотерке меньше, а распределение частиц по крупности более узкое, что так же трудноосуществимо при измельчении на других видах смесителей.
Нередко пастотерки используемые для перетира красящих материалов, называют краскотерками.
|
Модель |
УВП-50 |
УВП-80 |
УВП-100 |
УВП-150 |
УВП-200 |
УВП-400 |
|||||
|
Исполнение |
|||||||||||
|
- настольное |
+ |
+ |
+ |
||||||||
|
- напольное |
+ |
+ |
+ |
||||||||
|
Количество валов, шт |
3 |
||||||||||
|
Материал валов * |
Хромированная сталь / Нержавеющая сталь / Диоксид циркония / Оксид алюминия / Капролон / Карбид кремния / Карбид вольфрама |
||||||||||
|
Возможность подачи жидкого теплоносителя в высокоскоростной вал |
Предусмотрено |
||||||||||
|
Максимальная производительность, л/ч * |
До 5 |
До 20 |
До 30 |
До 40 |
До 80 |
До 250 |
|||||
|
Размер валов, мм |
|||||||||||
|
- диаметр |
50 |
80 |
100 |
150 |
200 |
400 |
|||||
|
- длина |
150 |
200 |
280 |
300 |
400 |
800 |
|||||
|
Величина зазора между валами, мм |
0…2 |
||||||||||
|
Регулировка зазора между валками |
Механическая вручную / сервоприводом с контроллера |
||||||||||
|
Регулировка частоты оборотов |
Предусмотрено |
||||||||||
|
Максимальная частота оборотов валков, не более, об/мин |
|||||||||||
|
- переднего |
145 |
44 |
84 |
25 |
37 |
32 |
|||||
|
- среднего |
290 |
133 |
168 |
60 |
151 |
128 |
|||||
|
- заднего |
580 |
400 |
240 |
140 |
360 |
400 |
|||||
|
Установленная мощность, не более кВт ** |
0,18 |
1,5 |
2,2 |
3 |
15 |
40 |
|||||
|
Электропитание, В |
220 |
220 |
220 |
380 |
380 |
380 |
|||||
|
Габаритные размеры (ДxШxВ), не более, мм *** |
420 |
720х550 |
690 |
980 |
1400 |
2350 |
|||||
|
Масса (не более), кг *** |
30 |
90 |
160 |
750 |
1500 |
4900 |
|||||
* Данные параметры зависят от физико-механических свойств смешиваемого материала и определяются опытным путем при обработке технологии на каждом отдельном виде материала.
** Мощность пастотерки зависит от максимальной частоты оборотов валков, вязкости обрабатываемых составов, максимальной температуры нагрева или охлаждения валков и конструктивного исполнения смесителя (с ручной или автоматической регулировкой валков) – параметры подбираются индивидуально.
*** Габаритные размеры и масса пастотерок определяются конструктивным исполнением (могут изменяться).
Дополнительная комплектация и модернизация:
- Изготовление валов из различных материалов: Хромированная сталь / Нержавеющая сталь / Диоксид циркония / Оксид алюминия / Капролон / Карбид кремния / Карбид вольфрама.
- Изготовление дополнительного комплекта валов.
- Изготовление дополнительного комплекта ножей для съема пасты (являются изнашиваемым элементом).
- Комплектация пастотерки специальными скребками для удобной чистки валов.
- Изготовление дополнительных «ограничителей» для пасты.
- Комплектация пастотерки устройством нагрева и подачи жидкого теплоносителя в валок пастотерки. Максимальная температура нагрева до +100 С.
- Комплектация пастотерки чиллером для охлаждения высокоскоростного валка. Максимальная температура охлаждения до +5 С.
- Изготовление электрической части во взрывобезопасном исполнении – электродвигатель, электропроводка, пульт управления: будут изготовлены во взрывобезопасном исполнении.
- Задание времени смешивания таймером – позволит исключить человеческий фактор и выключить смеситель автоматически по заданному времени.
- Система охлаждения смесительной емкости с помощью чиллера. В качестве теплоносителя обычно выступает вода, а если требуется охлаждение смеси ниже нуля градусов – пропиленгликоль, тосол.
- Изготовление пастотерок возможностью охлаждения всех валков. Возможно раздельное задание температуры каждого валка.
- Оснащение пастотерки защитным экраном, для исключения попадания посторонних предметов в рабочую зону (в процессе работы).
- Прецизионные пастотерки являются универсальным оборудованием и подходят как для материалов средней степени вязкости, так и для высоковязких и материалов.
- Возможность перетира до сверхтонкого состояния с минимальным распределением частиц по крупности (возможно измельчение и перетира частиц до 1 мкм).
- Возможность контролировать интенсивность и степень перетира – устанавливая величину зазора между валами и изменяя скорость вращения валов, можно контролировать и корректировать результат перетира.
- Обеспечивается высокая сила сдвига и сжатия при прохождении материала в зазор между вращающимися валами (чем меньше зазор, тем выше сила сжатия).
- Благодаря подобранным параметрам конфигурации и скорости валков, обеспечивается интенсивное смешивание, сдвиг и сжатие, а также движение смеси по всему объему перемешиваемого состава, что обеспечивает высокое качество готового материала.
- Система охлаждения валов пастотерки. Во время измельчения/смешивания температура смеси может повышаться, поэтому для приготовления чувствительных к изменению температуры материалов имеется проточное охлаждение валов.
- В процессе измельчения материал дополнительно смешивается и гомогенизируется.
- Валки пастотерки спроектированы таким образом, чтобы обеспечить стабильное смесеприготовление и предсказуемую гомогенную смесь в широком спектре продуктов.
- В валки может подаваться как охлаждающая жидкость, так и жидкость для нагрева (вода, масло, глицерин).
- Пастотерки могут использоваться для сушки паст и удаления паров ЛВЖ.
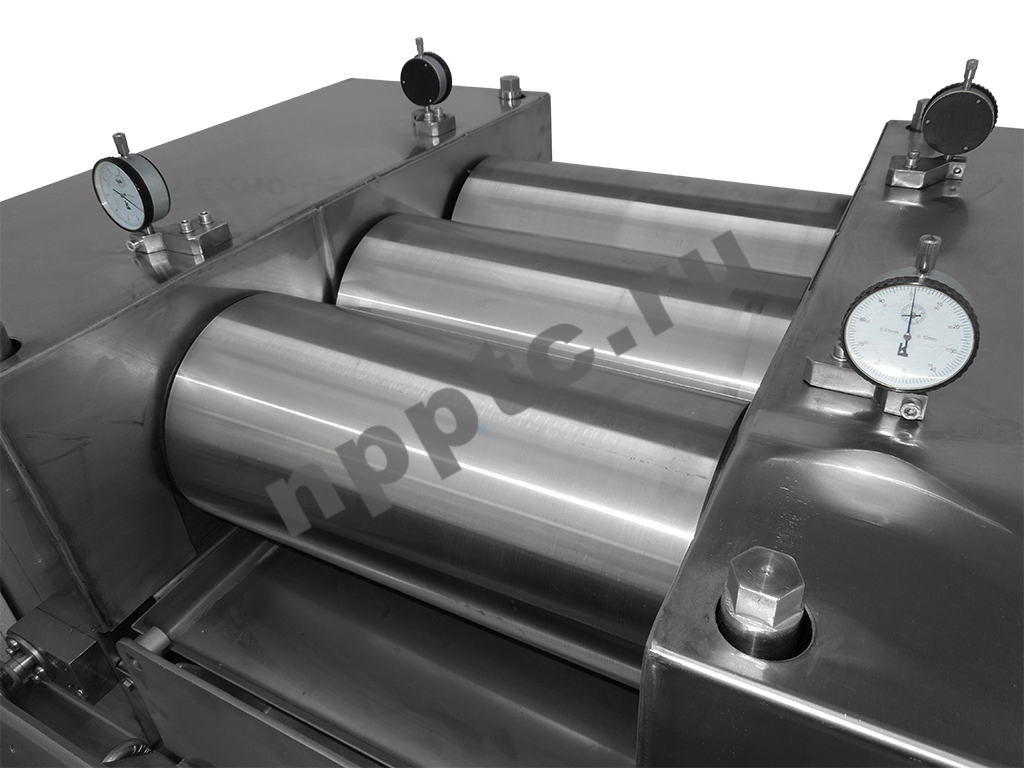
- Возможность регулировки зазора между валками с высокой точностью (микрометрическими винтами). Имеются модели с автоматической регулировкой зазора с установкой необходимого параметра на сенсорной панели.
- Валы пастотерки изготавливаются из твёрдых материалов, что придает их поверхности особую прочность и стойкость к истиранию.
- Пастотерка может работать как в периодическом, так и в непрерывном режиме работы. Снятие пасты с валов происходит путем прижатия ножа к высокоскоростному валку. Если нож не прижат, то паста будет циркулировать между валами нужное для перетира количество времени.
- Легкость и удобство в очистке:
- Имеется возможность раздвинуть валы друг от друга для чистки каждого вала по отдельности.
- Высокая степень полировки, позволяет легко помыть валы, даже при измельчении тонкодисперсных красящихся материалом.
- Система управления имеет функцию «очистки» – при удержании кнопки на пульте управления, валы начинают медленно вращаться, а при опускании кнопки валы останавливаются. Таким образом оператор может безопасно осуществить полноценную очистку валков с всех сторон.
- Упавший с валов материал падает в специальный поддон для сбора пасты.
- Встроена защита электродвигателя от перегрузки по току (тепловое реле).
- Регулировка частоты оборотов валков, позволяет оператору в широком диапазоне изменять режим и интенсивность смесеприготовления / измельчения.
- Управление пастотеркой, обеспечивает удобство в обслуживании и в работе (в том числе при отработке новых технологических режимов смешивания).
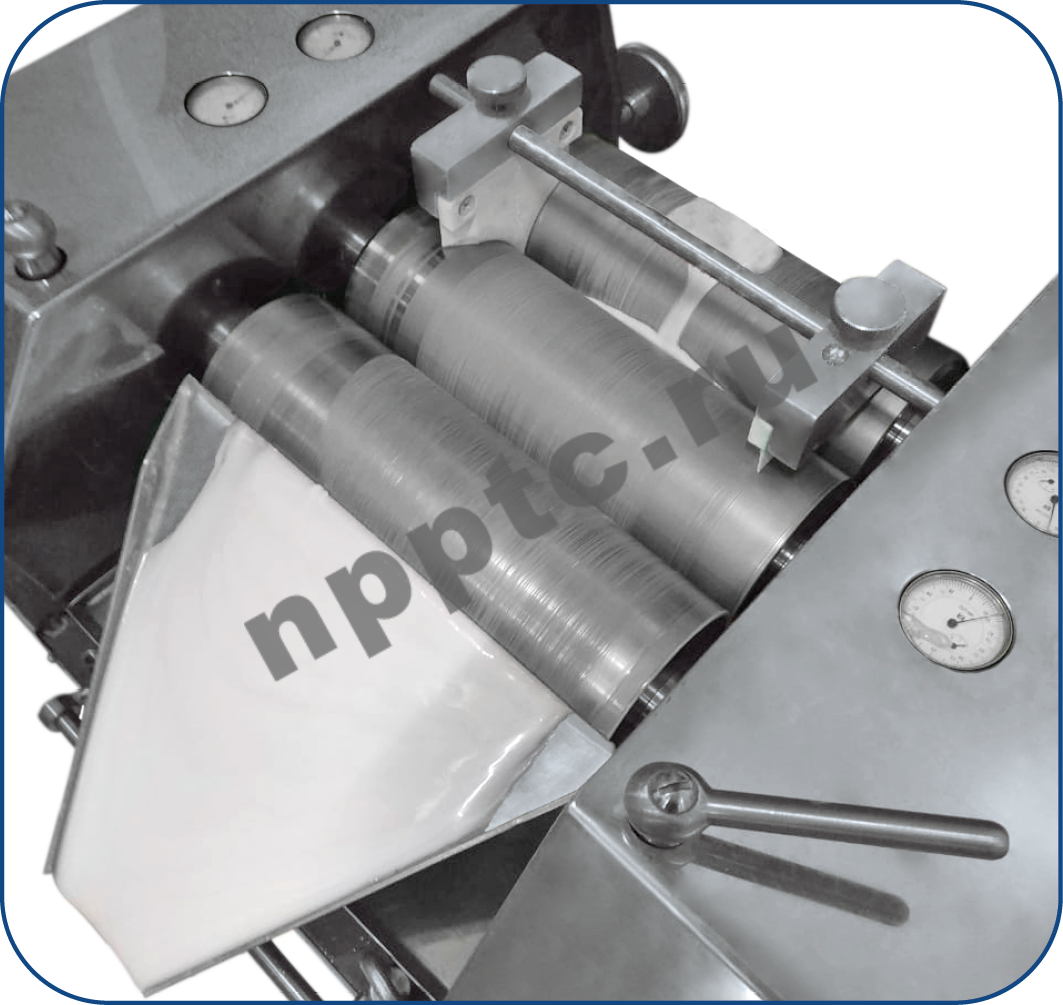
Перетир и смешивание паст проходит при одновременной работе трех валов пастотерки (вал подачи, центральный вал и высокоскоростной вал), вращаются с разными скоростями и в разных направлениях. Вязкий материал, подается между валом подачи и центральным валом. Посредствам установки минимального зазора между валами, одна часть материала остается в области подачи, а другая проходит через зазор между валами и испытывает высокую силу сдвига и сжатия из-за различных скоростей вращения валов, а также минимального зазора между валами. Материал прошедший первый зазор на центральном вале перемещается до второго зазора между центральным и высокоскоростным валом. Прохождение материала через второй зазор подвергает материал еще более высокому усилию сдвига и сжатия из-за более высокой скорости между валами и еще меньшему зазору, чем между валом подачи и центральным валом. На последнем этапе лезвие съемного ножа собирает готовый материал с высокоскоростного вала - данный цикл можно повторить несколько раз, для обеспечения максимальной степени перетира.

|
Отрасль промышленности |
Материалы |
|
Радиоэлектронная промышленность |
Металлизационные пасты (на основе серебра, палладия и платины), никелевых паст, флюсовых паст для печатных плат, пасты на основе алюминия и диоксида титана, углеродные и стеклянные пасты, теплопроводные пасты. |
|
Авиакосмическая промышленность |
Изготовление герметизирующих паст для обеспечения гомогенности состава и лучших реологических свойств (смолы с отвердителем, пасты, связующие, препреги). |
|
Производство солнечных батарей |
Серебросодержащие пасты, алюминиевые пасты |
|
Аккумуляторная промышленность |
Проводящие пасты для литий-ионных аккумуляторов, смешивание и перетир паст на основе лития, никеля, марганца и кобальта, графеновые проводящие пасты, свинцово-кислотные аккумуляторы. |
|
Полиграфия |
Чернила, покрытия, тонеры, краски |
|
Химическая |
Токопроводящие пасты |
|
Фармацевтическая / Косметическая |
Гели, пасты, стоматологические композиты, керамические пасты, мази. |
|
Косметическая |
Театральный грим, помады, крема. |
|
Пищевая |
Шоколадные, ореховые пасты |
В зависимости от физико-механических свойств обрабатываемого материала, пастотерки могут быть изготовлены с различным набором технических параметров: модели с нержавеющими или керамическими валками, увеличенной мощностью (увеличенным крутящим моментом), нагревом, охлаждением, взрывозащитной, устройством для непрерывной подачи паст на валки и другими дополнительными функциями.
Пастотерки применяется для приготовления (перемешивания, перетира) паст, измельчения и диспергирования вязких материалов используя силу сдвига между валами, вращающимися в противоположных направлениях с разной скоростью.
Свяжитесь с нами удобным способом
пн-пт с 8:00 до 17:00, обед с 12:00 до 13:00
г. Рыбинск, ул. Нансена, д.20 Схема проезда
Рысев Владимир Александрович
Фомичева Валерия Андреевна
Клиновицкая Екатерина Борисовна
Рысев Владимир Александрович
8 (800) 100-77-23 (Технический отдел)
Елесичев Дмитрий Александрович
Оставьте свои данные и наш менеджер свяжется с вами в ближайшее время
мы получили вашу заявку
Наш специалист свяжется с вами в ближайшее время, для уточнения необходимой информации