






Прессы для порошков
Прессы для порошков
Прессы для порошков
Прессы для порошков
Прессы для порошков
Прессы для порошков
Прессы для порошков
Прессы для порошков
Прессы для порошков
Прессы для порошков
Прессы для порошков
Предназначены для компрессионного формования металлических, керамических, ферритовых и других порошковых смесей (порошок может быть из чистого металла или сплава, неметалла, металлического и неметаллического соединения и т.д.) до необходимой формы, размера и плотности заготовки.
|
Отрасль применения |
|
|
|
|
|
|
|

Система менеджмента качества сертифицирована (ISO 9001:2015)


Прессы для порошков нашего производства используются для прессования порошковой металлургии, твердых сплавов, керамических материалов, ферритов и других материалов. Прессы также могут применяться при прессовании изделий сложной формы.
|
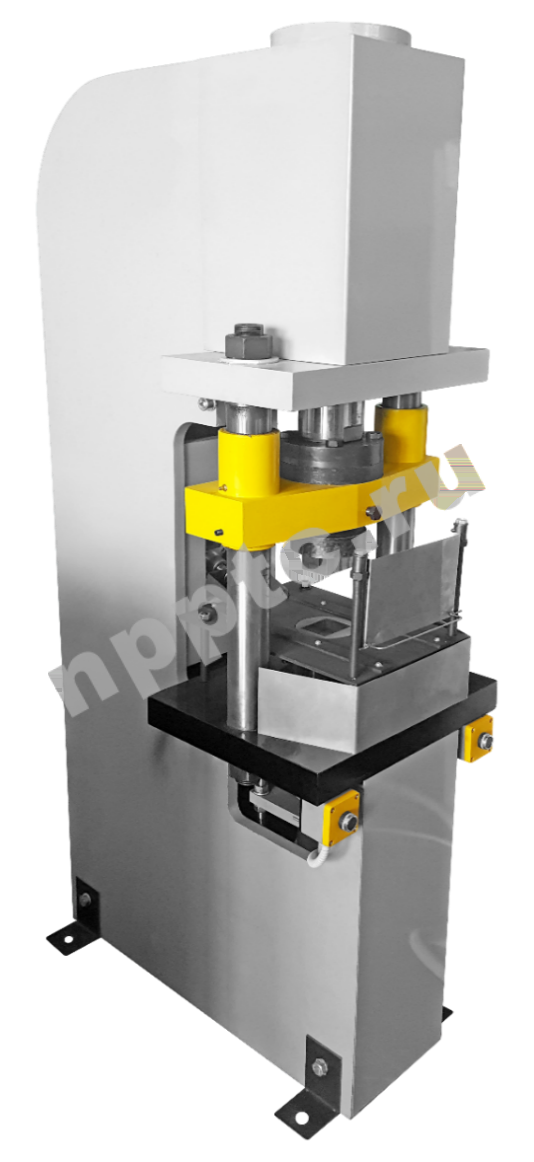
Гидравлические прессы с верхним цилиндром |
|
Модель |
3 |
10 |
25 |
40 |
60 |
100 |
|
Усилие верхнего цилиндра, тс |
3 |
10 |
25 |
40 |
60 |
100 |
|
Ход верхнего цилиндра, не более, мм * |
300 |
300 |
300 |
300 |
300 |
350 |
|
Максимальная скорость рабочего хода, не более, мм/с |
20 |
20 |
17 |
17 |
17 |
15 |
|
Вылет полнуза, мм |
200 |
200 |
200 |
200 |
200 |
250 |
|
Высота между ползуном и плитой пресса, не более, мм |
300 |
300 |
300 |
300 |
300 |
400 |
|
Габариты подштамповой плиты, мм |
286х400 |
600х500 |
600х500 |
600х500 |
600х500 |
800х600 |
|
Установленная мощность, не более, кВт ** |
1,5 |
4 |
4 |
15 |
15 |
15 |
|
Габаритные размеры (ДхШхВ), не более, мм * |
810 |
900 |
950 |
1000 |
1100 |
1100 |
|
Масса, не более, кг |
750 |
900 |
1300 |
2500 |
3800 |
4900 |
|
Пресс-автоматы |
|
Модель |
8 |
40 |
65 |
80 |
100 |
150 |
|
Усилие верхнего цилиндра, тс |
8 |
30 |
40 |
50 |
60 |
100 |
|
Усилие нижнего цилиндра, тс |
2 |
10 |
25 |
30 |
40 |
50 |
|
Ход верхнего цилиндра, не более, мм * |
200 |
300 |
300 |
300 |
400 |
500 |
|
Ход нижнего цилиндра, не более, мм |
80 |
150 |
150 |
150 |
200 |
200 |
|
Максимальная скорость рабочего хода, не более, мм/с |
30 |
25 |
20 |
20 |
15 |
10 |
|
Высота между ползуном и плитой пресса, не более, мм |
300 |
300 |
300 |
400 |
400 |
500 |
|
Установленная мощность, не более, кВт ** |
5,5 |
7,5 |
7,5 |
15 |
15 |
25 |
|
Габаритные размеры (ДхШхВ), не более, мм * |
950 |
1900 |
1950 |
1950 |
1950 |
2000 |
|
Масса, не более, кг |
1100 |
2300 |
2900 |
3600 |
4100 |
5200 |
* Габаритные размеры пресса, зависят от хода цилиндра, открытого расстояния от ползуна до плиты, габаритов подштамповой плиты, требований к охлаждению масла, режима работы и исполнения пресса – данные параметры могут изменяться.
** Мощность прессов может быть изменена, зависит от требований к скорости холостого хода, скорости рабочего хода, усилия прессования и режима работы пресса – данные параметры могут изменяться.
Дополнительная комплектация и модернизация:
- Оснащение пресса термоплитами – нагрев может осуществляться маслом или ТЭНами, максимальная температура нагрева плит до 300 °С.
- Боксовое исполнение пресса. Данные прессы могут быть использованы для работы с порошками в атомной отрасли (ураносодержащими), а также порошками, обладающими нестабильностью и высокой реакционноспособностью.
- Выполнение прессов во взрывозащищенном исполнении;
- Выполнение ручного управления прессом от двух кнопок, джойстиком или педалью.
- Изменение конфигурации пресса в соответствии технически заданием: изменение конфигурации подштамповой плиты, ползуна пресса, верхней плиты, открытой высоты пресса, усилия прессования и других параметров, влияющих на результат работы пресса и удобство обслуживания.
- Изготовление пресс-форм в соответствии с направленным заданием.
- Установка защитного экрана или светового барьера для защиты оператора.
- Комплектование сопутствующим оборудованием для автоматизации процесса порошкового прессования;
- Дополнительные расходные емкости для порошка – поле окончания порошка в емкости, оператор может установить новую заранее заполненную емкость с порошком (это обеспечит непрерывную работу);
- Грузоподъёмные устройства для подъема и опускания расходной ёмкости;
- Система весового дозирования порошков;
- Система контроля и оповещения, об окончании порошка в расходной ёмкости;
- Система видеонаблюдения за процессом прессования с возможностью записи;
- Оснащение роботизированной системой съема изделий из зоны прессования с последующей укладкой;
- Оснащение пресса автоматизированной системой определения веса полученных изделий контролем геометрических размеров полученной детали. Изделия, не прошедшие контроль машинного зрения, автоматических направляются в брак;
- Подача в зону прессования инертных газов (азота, аргона);
- Оснащение принудительной системой охлаждения масла в гидростанции – необходимо при непрерывной работе пресса, или для работы с длительной выдержкой под давленым;
- Данные системы позволяют автоматизировать и упростить производственную линию.
- Примем практические решения по автоматизации для всех типов выпускаемых нами прессов, начиная от решений для непрерывной беспылевой подачи порошка в матрицу и удаления прессованных деталей с рабочей плиты пресса, до укладки деталей на поддоны и лотки для спекания. Объем возможностей после прессования включает в себя как простое сталкивание изделий в лоток или конвейерную ленту, так и применение роботизированных систем с машинным зрением для проверки качества полученных изделий (веса, геометрических размеров) с последующей их укладкой в заданном порядке.
- Параметры прессования можно регулировать в зависимости от веса, плотности, размера и формы деталей. Конечным результатом процесса прессования может быть простая таблетка или изделие, или это может быть прецизионная деталь с высокими допусками (в зависимости от установленной оснастки). Контролируемые параметры включают, в себя:
- Крайнее верхнее и нижнее положение ползунов пресса;
- Усилие верхнего и нижнего ползуна;
- Время выдержки под заданным давлением
- Скорость движения верхнего и нижнего цилиндра
- Различные вариации установки и сохранения программ (выдержка при различном давлении, количество и усилие подпрессовок, выбор температурного режима и другие параметры).
- Система управления обеспечивает точную и быструю работу пресса по заданной оператором программе в соответствии с применяемой технологией прессования. Ввод технологических данных осуществляется оператором с сенсорной панели.
- Система порошковых прессов имеет четко структурированный и простой в использовании интерфейс оператора. Таким образом, операторы прессов знакомятся с функциями оборудования за минимальное время. Рабочая панель пресса доступна и понятна для работы и наладки пресса, имеются показания фактического / заданного значения усилия пресса и отображение неисправностей. Данные программы прессования для повторяющихся деталей могут быть сохранены в базе данных, что сокращает время наладки в будущем.
- Полностью автоматизированные системы засыпки порошка в форму (дозирование и выравнивание), уплотнения порошка, съем готовых изделий с последующим взвешиванием (опция).
- Регулятор давления позволяет поддерживать постоянное давление при заданном значении.
- Пресс может работать в режимах: ручном (каждая операция выполняется по команде с пульта), полуавтоматическом (пресс отрабатывает один полный цикл до изготовления детали) и автоматическом (пресс работает непрерывно до остановки оператором).
- Высокий коэффициент безопасности: работа двумя руками, оснащена аварийным выключателем, машина может быть оборудована защитным экраном с датчиком положения.
- Полученные на прессе изделия имеют высокую плотность и точную повторяемость – это позволяет использовать прессы для массового промышленного производства.
- Пресс для порошков обладает хорошей жесткостью конструкции, высокой точностью и долговечностью, способен работать длительное время при максимальной номинальной мощности.
Принцип работы гидравлического пресса:
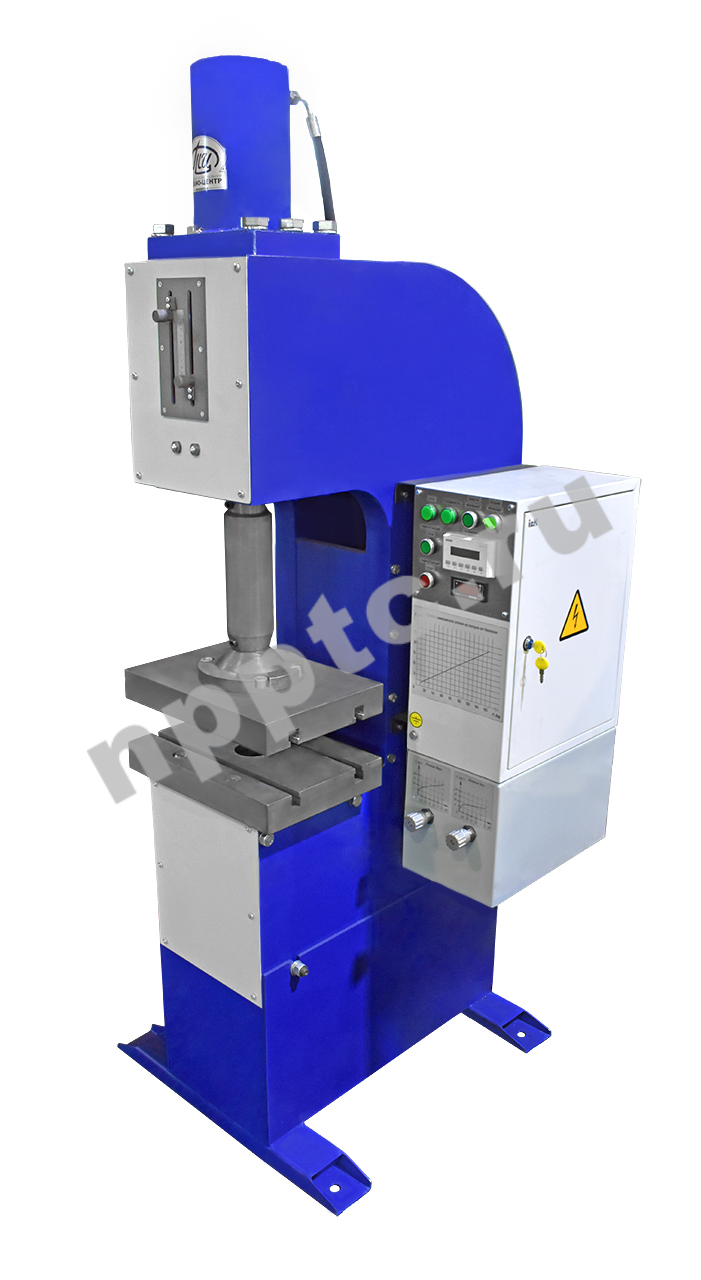
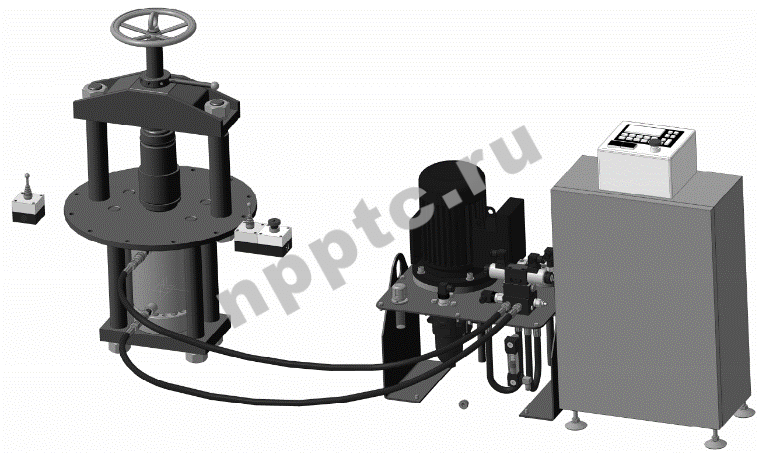
Оператор вручную засыпает порошок в пресс-форму, затем запускает гидростанцию пресса и масляный насос, который подает гидравлическую жидкость в гидравлический цилиндр пресса. Создаваемое в гидроцилиндре давление приводит в движение ползун (шток) пресса – шток опускается вниз. После того как шток пресса передал определенное давление на заготовку в соответствии с установленным временем, ползун (шток) пресса поднимается в исходное положение, процесс прессования завершается.
Пресс-форма может быт жестко зафиксирована на плите / ползуне пресса или устанавливаться под пресс вручную. Верхнее и нижнее положение ползуна (штока) может регулироваться системой датчиков пресса.
По сравнению с пресс-автоматами, обычные гидравлические прессы имеют свои неоспоримые преимущества, которые предопределили их широкое распространение в сфере производства порошков:
- Простота в обслуживании и эксплуатации.
- Надежность и долговечность в работе.
- Возможность подавать постоянное усилие сколько угодно продолжительное время.
- Компактность и малый вес позволяют легко доставить пресс вместо эксплуатации (также на верхние этажи).
- Управление прессом осуществляется с помощью педали или от двух кнопок: при нажатии ползун начинает рабочий ход, также возможно управление при помощи джойстика.
- Гидравлические прессы достаточно экономичны – работают с подключением гидростанции малой мощности (штатная гидростанция потребляет всего 4 квт).


Принцип работы пресс-автомата:
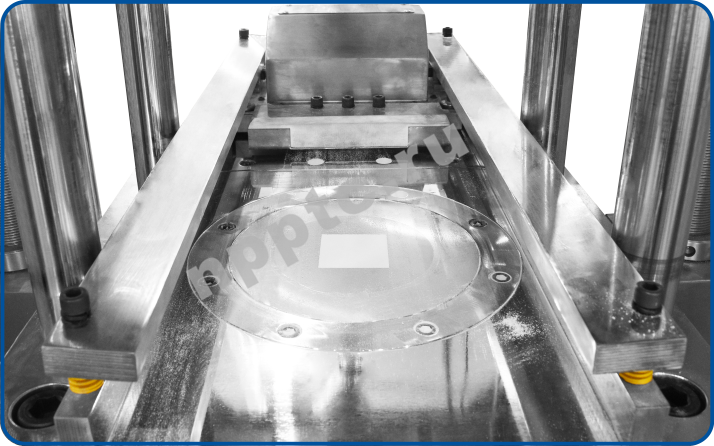
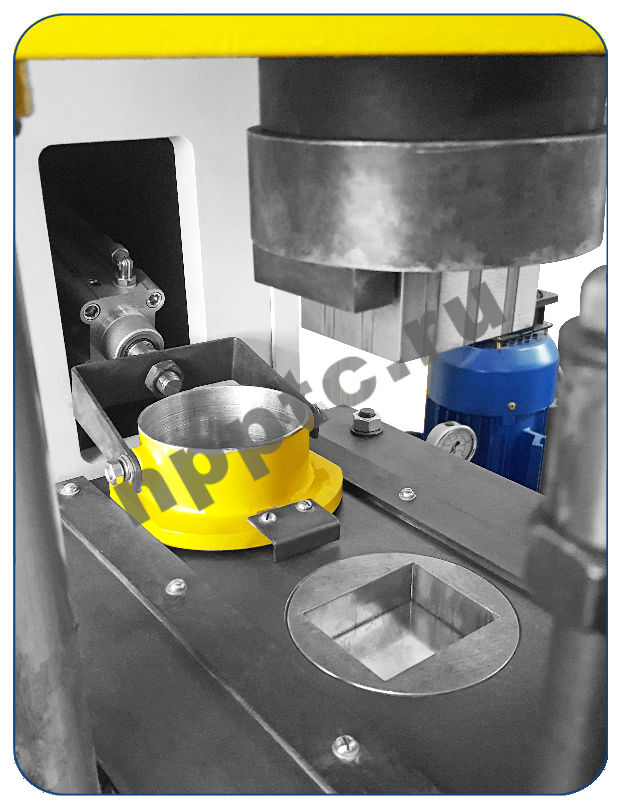
Пресс-форма устанавливается оператором в пресс с креплением хвостовика в посадочное отверстие в ползуне пресса и креплением основания пресс-формы к плите пресса. Конструкция пресса позволяет удобно выполнять смену пресс-форм. Конструкцией пресса предусмотрена точная регулировка положения нижнего цилиндра (изменение положения по высоте внутреннего пространства пресс-формы) для осуществления двухслойной засыпки пресс-гранулята и съема (выталкивания) готового изделия.
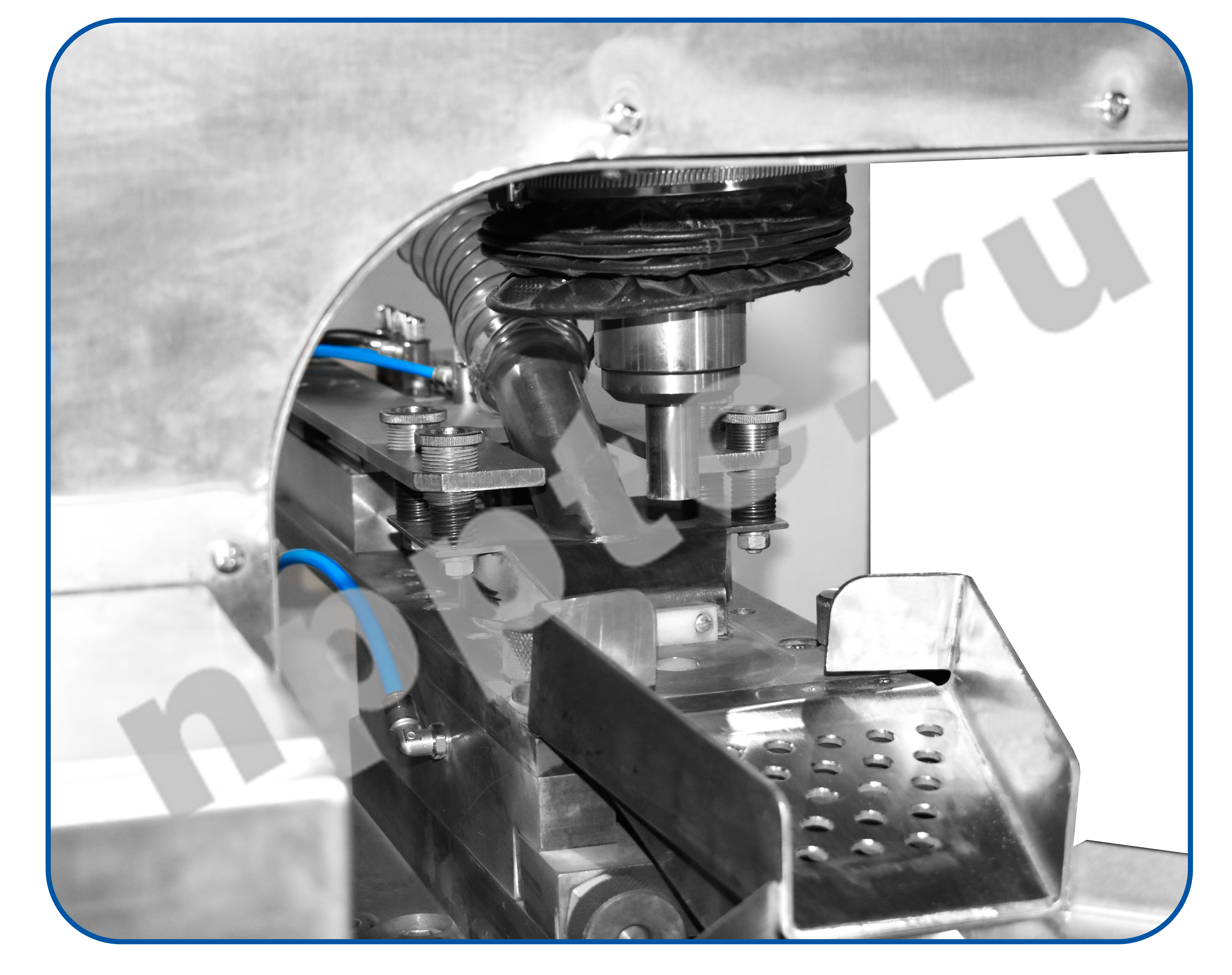
Для засыпки гранулированного порошка в пресс-форму пресс оснащен двумя накопительными бункерами с вибровстряхиванием, соединенными прозрачными гофрированными шлангами с одним / двумя питателями, размещенными в рабочей зоне (привод питателей – пневматический). Процесс прессования задается оператором с сенсорной панели – интерфейс понятен и удобен для оператора.
Цикл прессования изделия осуществляется без участия оператора по заданной программе: пресс отрабатывает по заданной программе цикл работы от начала прессования и до выталкивания готового изделия. Готовое изделие снимается оператором вручную или с помощью пневматического съемника (в зависимости от применяемой технологии): перенос готового изделия из рабочей зоны в зону дальнейшего технологического применения выполняется оператором вручную. Гибкая система управления прессом обеспечивает удобство отработки технологии прессования и получение качественных изделий. Конструктивное исполнение пресса позволяет применять широкий диапазон пресс-форм; пресс удобен в работе и в обслуживании.

Прессы для порошков от завода специального машиностроения ООО «Техно-центр» — это промышленное оборудование, созданное для стабильного результата, высокой повторяемости и уверенной работы в самых требовательных отраслях. Дополняя представленные технические характеристики, ниже мы раскрываем ключевые преимущества, подходы к проектированию и ценность, которую получает заказчик, выбирая наше решение.
Инженерный подход и ориентация на результат
ООО «Техно-центр» более 30 лет разрабатывает и изготавливает специальное технологическое оборудование, опираясь на собственную конструкторскую базу и замкнутый производственный цикл. Прессы для порошков проектируются с учетом реальных технологических процессов заказчика — от лабораторных задач до серийного и массового производства. Это позволяет не просто поставить пресс, а встроить его в действующую или перспективную производственную линию.
Гибкость конфигурации под вашу технологию
Каждый пресс может быть адаптирован под конкретные требования: геометрию изделий, тип порошка, требуемую плотность, производительность и уровень автоматизации. Прессы для порошков нашего производства легко модернизируются и масштабируются — от базового ручного исполнения до полностью автоматизированных комплексов с роботизированным съемом, машинным зрением и системами контроля качества.
Такой подход особенно важен для предприятий, работающих с дорогостоящими или критически важными материалами, где цена ошибки крайне высока.
Надежность, подтвержденная практикой
Оборудование ООО «Техно-центр» успешно эксплуатируется на предприятиях малого и среднего бизнеса, в научно-исследовательских институтах, а также на заводах оборонно-промышленного комплекса РФ. Прессы для порошков отличаются высокой жесткостью конструкции, точностью позиционирования и стабильностью параметров прессования даже при длительной работе на номинальных нагрузках. Это снижает износ оснастки, уменьшает количество брака и повышает общую экономическую эффективность производства.
Безопасность и удобство оператора
Мы уделяем особое внимание эргономике и безопасности. Продуманная система управления, интуитивный интерфейс сенсорной панели, сохранение программ и многоуровневая защита оператора делают прессы для порошков удобными в эксплуатации и быстрыми в освоении персоналом. Возможность работы в ручном, полуавтоматическом и автоматическом режимах позволяет гибко подстраиваться под текущие производственные задачи.
Комплексные решения «под ключ»
ООО «Техно-центр» предлагает не только сами прессы для порошков, но и полный комплекс сопутствующих решений: проектирование пресс-форм, автоматизацию подачи и дозирования порошка, интеграцию систем охлаждения, нагрева, инертной атмосферы, контроля веса и геометрии изделий. Такой подход сокращает сроки внедрения оборудования и снижает риски на этапе запуска.
За что заказчики выбирают ООО «Техно-центр»
-
собственное конструкторское бюро и производство;
-
опыт работы с нестандартными и отраслевыми требованиями;
-
подтвержденное качество и сертифицированная система менеджмента;
-
надежные сроки изготовления и прозрачное взаимодействие;
-
отечественное оборудование по конкурентной цене.
Выбирая прессы для порошков от ООО «Техно-центр», вы получаете не просто станок, а технологического партнера, готового реализовать вашу задачу с учетом настоящих и будущих потребностей производства.
Свяжитесь с нами удобным способом
пн-пт с 8:00 до 17:00, обед с 12:00 до 13:00
г. Рыбинск, ул. Нансена, д.20 Схема проезда
Рысев Владимир Александрович
Фомичева Валерия Андреевна
Клиновицкая Екатерина Борисовна
Рысев Владимир Александрович
8 (800) 100-77-23 (Технический отдел)
Елесичев Дмитрий Александрович
Оставьте свои данные и наш менеджер свяжется с вами в ближайшее время
мы получили вашу заявку
Наш специалист свяжется с вами в ближайшее время, для уточнения необходимой информации