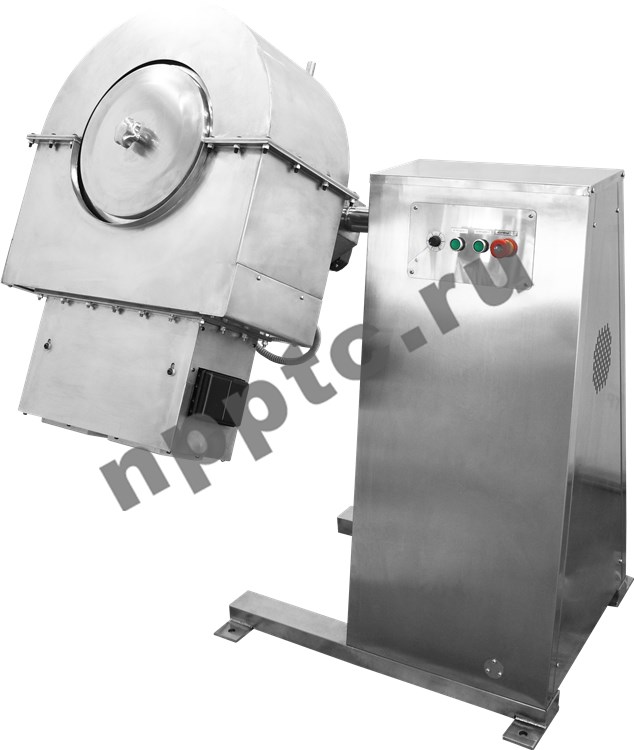

Коутер (тарельчатый гранулятор)
Коутер (тарельчатый гранулятор)
Коутер (тарельчатый гранулятор)
Коутер (тарельчатый гранулятор) – это технологическое оборудование, предназначенное для нанесения защитных или функциональных покрытий (например, графитовых, керамических или металлических) на порошки, гранулы или изделия из тугоплавких сплавов.
Основное предназначение тарельчатого гранулятора — превращение тонкоизмельченного порошкообразного сырья в однородные гранулы округлой формы. Этот процесс, называемый грануляцией, окомкованием или пеллетизацией, решает целый комплекс технологических и эксплуатационных задач.
| Отрасли применения |
| Горнорудная |
| Металлургическая |
| Химическая |
| Сельскохозяйственная |
| Строительная |
| Пищевая |
| Фармацевтическая |

Система менеджмента качества сертифицирована (ISO 9001:2015)
Приводной механизм
Состоит из электродвигателя, редуктора и опорно-поворотного узла. Для обеспечения стабильности хода при высоких нагрузках используются четырехопорные редукторы или ременные передачи. Частота вращения является регулируемым параметром, что позволяет подстраивать процесс под конкретный тип материала. Для тяжелых условий эксплуатации (металлургия, горная промышленность) применяются редукторы с повышенным межосевым расстоянием и закаленными зубьями.
Система очистки (скребки и ножи)
Критически важный элемент, обеспечивающий стабильность работы. Внутри тарели устанавливаются:
Пристенный нож - очищает борт тарели от налипания.
Донный нож (разрыхлитель) - предотвращает слеживание материала на дне и ворошит слой.
Эксцентриковые ножи - используются в больших установках для обеспечения равномерного съема продукта по всей площади. В современных моделях ножи оснащаются вибраторами или пневмоприводами для автоматического удаления налипшего материала без остановки агрегата.
Система орошения (форсунки)
Для обеспечения равномерного увлажнения используются специальные форсунки с регулируемым факелом распыла. В зависимости от вязкости связующего применяются пневматические (для вязких растворов) или гидравлические (для воды) распылители. Расположение форсунок может быть как статическим (закреплены на кронштейне), так и подвижным (на штанге), что позволяет менять зону орошения в зависимости от загрузки тарели.
Рама и основание
Для обеспечения жесткости конструкции и гашения вибраций используется мощная сварная рама. Угол наклона тарели регулируется гидравлическими или винтовыми механизмами. Изменение угла наклона является основным способом регулировки времени пребывания материала в зоне грануляции и, соответственно, размера конечных гранул.
Дополнительная комплектация
В зависимости от сложности технологического процесса и требований к финальному продукту, тарельчатый гранулятор может быть оснащен следующим дополнительным оборудованием:
Автоматизация
Включает частотные преобразователи для регулировки скорости вращения тарели, датчики влажности материала (микроволновые или инфракрасные), а также системы автоматического поддержания уровня засыпки. Это позволяет минимизировать влияние человеческого фактора и стабилизировать выход целевой фракции.
Активатор (вибрационный стержень)
Устройство, устанавливаемое в центральной части тарели перпендикулярно дну. Оно создает дополнительные направленные колебания, которые интенсифицируют процесс скатывания, снижают внутреннее трение в слое и позволяют получать более плотные и однородные гранулы за меньшее время.

Футеровка
Для защиты корпуса от абразивного износа и налипания применяется футеровка. Используются полиуретановые плиты (для снижения шума и налипания), резиновая футеровка (для абразивных материалов).
Система аспирации и обеспыливания
Подключается к кожуху гранулятора для удаления мелкой фракции (пыли) из рабочей зоны, что улучшает экологичность производства и возвращает ценный мелкодисперсный продукт обратно в процесс.
Оборудование для подготовки связующего
Включает узлы приготовления и подогрева растворов, насосные станции дозирования с системой фильтрации, предотвращающей засорение форсунок.
Принцип действия тарельчатого гранулятора основан на физическом явлении скатывания (окатывания) влажных частиц в наклонной вращающейся емкости. В процессе работы сырьё и связующий раствор подаются на вращающуюся наклонную тарель, где частицы непрерывно перемешиваются, смачиваются и послойно наращиваются до заданного размера. За счёт регулировки угла наклона, скорости вращения и подачи связующего оборудование обеспечивает стабильное гранулообразование, равномерную фракцию готового продукта и удобную настройку под требования конкретного производства.
Ключевые функции оборудования
Структурирование сырья: связывание мелких (пылевидных) частиц в более крупные агрегаты. Это критически важно для материалов, которые склонны к слеживанию или пылению.
Улучшение технологичности: гранулированный материал обладает высокой сыпучестью, что исключает образование сводов в бункерах и обеспечивает точность дозирования на последующих этапах производства (например, при таблетировании или смешивании).
Формирование заданной пористости: регулируя режимы работы и количество связующего, можно получать как плотные, стекловидные гранулы, так и пористые, обладающие высокой растворимостью или, наоборот, медленно высвобождающие активные компоненты.
Технологический процесс
1 этап. Загрузка и увлажнение
Исходный порошок непрерывно подается в нижнюю часть вращающейся тарели. Одновременно через систему форсунок в зону загрузки распыляется связующее вещество (вода, раствор ПАВ, жидкое стекл, лигносульфонаты и др.). Оптимальное распыление обеспечивает равномерное смачивание частиц без образования локальных переувлажненных зон.

2 этап. Формирование зародышей гранул
На начальном этапе, благодаря вращению и естественному трению слоя материала, смоченные частицы объединяются в мелкие комочки — «зародыши» гранул. Размер и количество этих зародышей зависит от скорости подачи связующего и частоты вращения.
3 этап. Движение и наращивание слоя (снежный ком)
Тарель установлена под углом 40–55 градусов к горизонту. Вращаясь, она поднимает материал к верхней точке. Благодаря силе тяжести частицы скатываются вниз по внутренней поверхности. При каждом цикле «подъем-скатывание» зародыши обрастают новыми слоями сухого порошка и повторно смачиваются.
Ключевой момент: крупные и тяжелые гранулы поднимаются тарелью выше, чем мелкие. Достигая критической массы, они переваливают через верхний край и разгружаются, тогда как мелкие остаются в зоне активного смешения для дальнейшего набора массы.
4 этап. Классификация
Тарельчатый гранулятор уникален тем, что выполняет функцию классификатора без дополнительных механизмов. Естественное сегрегирование частиц по размеру происходит за счет разницы в скорости движения и траектории. В результате на выходе получается продукт с узким диапазоном фракций, соответствующий заданным параметрам.
Надежный партнер для производств
ООО «Техно-центр» поставляет тарельчатые грануляторы (коутеры) как для малого и среднего бизнеса, так и для крупных промышленных предприятий и научно-исследовательских организаций. Накопленный опыт, подтвержденный патентами и отзывами заказчиков, делает завод надежным партнером при реализации технологически сложных и ответственных проектов в сфере грануляции и окомкования сыпучих материалов.
Выбирая тарельчатые грануляторы ООО «Техно-центр», вы инвестируете в стабильность технологического процесса, однородность готового продукта и промышленное качество, соответствующее самым высоким требованиям современного машиностроения.
Свяжитесь с нами удобным способом
пн-пт с 8:00 до 17:00, обед с 12:00 до 13:00
г. Рыбинск, ул. Нансена, д.20 Схема проезда
Рысев Владимир Александрович
Фомичева Валерия Андреевна
Клиновицкая Екатерина Борисовна
Рысев Владимир Александрович
8 (800) 100-77-23 (Технический отдел)
Елесичев Дмитрий Александрович
Оставьте свои данные и наш менеджер свяжется с вами в ближайшее время
мы получили вашу заявку
Наш специалист свяжется с вами в ближайшее время, для уточнения необходимой информации