Гидравлический экструдер для электродов
Гидравлический экструдер для электродов
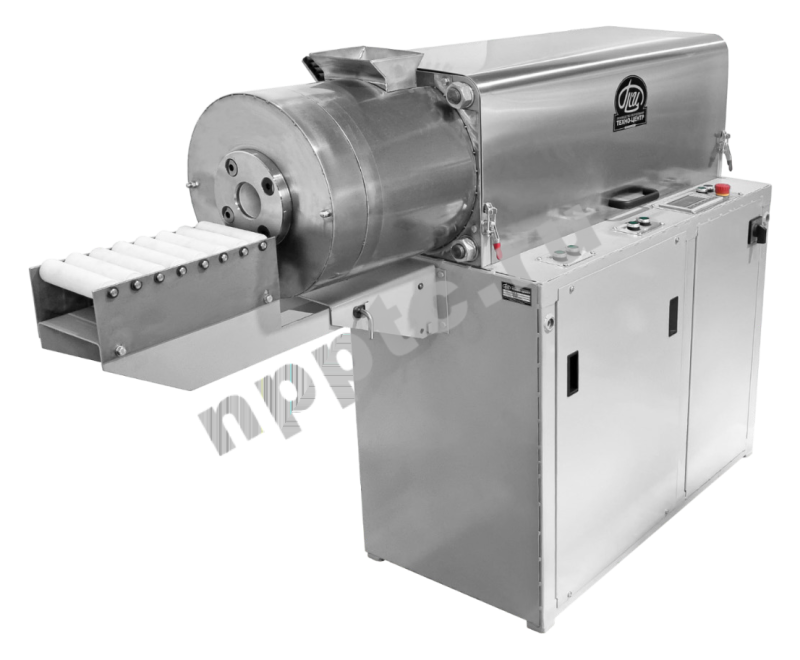
Гидравлический поршневой экструдер предназначен для экструзии угольных электродов под воздействием давления, с постоянным нагревом и вакуумированием.

Система менеджмента качества сертифицирована (ISO 9001:2015)
|
Модель |
ГПЭ-20 |
ГПЭ-50 |
ГПЭ-100 |
ГПЭ-200 |
|
Максимальное усилие гидроцилиндра, тс |
20 |
50 |
100 |
200 |
|
Габаритные размеры (ДxШxВ), не менее, мм |
2000х1100 Х1700 |
2600х1200 Х1800 |
3600х2100 х2300 |
4200х2400 х2500 |
- Благодаря мощности гидравлической системы, машины этого типа имеют возможность производить разнообразные электроды и могут прессовать материалы, имеющие высокую вязкость.
- Регулируемое давление поршня и точный контроль скорости экструзии. Гидравлическая система используется для управления рабочим движением главного плунжерного цилиндра и обеспечивает точный контроль скорости экструзии электрода для обеспечения высокого качества электродного изделия.
- Удобная система управления – все параметры работы задаются с одной панели оператором.
- Формовочное сопло (фильера) позволяет получить изделия высокой плотности электрода и гладкой поверхности изделий.
- В конструкции экструдера имеется встроенный вакуумный насос для дегазации экстрагируемой массы. Система создания вакуума предназначается для создания вакуума в процессе предварительного прессования и экструзии электрода, чтобы полностью отводить выходящий при нагреве газ и улучшать качество формовочной и конечной электродной продукции. Вакуум также позволяет сокращать время предварительного прессования и повышает эффективность производства.
- Раздельное управление температурой фильеры и гильзы пресса. Раздельное точное управление температуры гильзы экструдера и формовочного сопла необходимо для обеспечения стабильного качества продукции и упрощения подбора режимов работы.
- Быстрый обратный ход гидроцилиндра. Встроенная в конструкцию гидростанция обеспечивает возможность установки быстрого холостого хода, это повышает скорость работы.
- Автоматическое управление с контролем показателей. Управление основными параметрами работы: усилие поршня, скорость хода, время давления, температура. Система управления обеспечивает стабильность и высокое качество получаемой продукции.
- Фильера экструдера сменная. Размер и форма отверстия формирует размер и сечение электрода.
- Кожух крепится быстрозажимными фиксаторами, предусмотрен легкий и быстрый доступ к поршневой камере.
- Уплотнения для герметизации устойчивы к агрессивным средам, имеют высокую маслостойкость и износостойкость.
- Экструдер может быть различных размеров и различной мощности, спроектирован и изготовлен в соответствии с требованиями Заказчика.
Поршневой экструдер применяется на этапе придания угольным электродам требуемой формы и длины, путем нагрева и экструзии (выдавливания) нагретой массы через фильеру заданного размера. Фильера экструдера выполнена быстросъемной и обеспечивает удобство при чистке. Размер и форма отверстия фильеры формирует сечение электрода – изготавливается индивидуально для каждой задачи. Возможность, результат и производительность экструдирования, зависят от применяемой массы, температуры нагрева, физико- химических свойств и технических характеристик экструдера (сечения фильеры, скорости хода поршня).
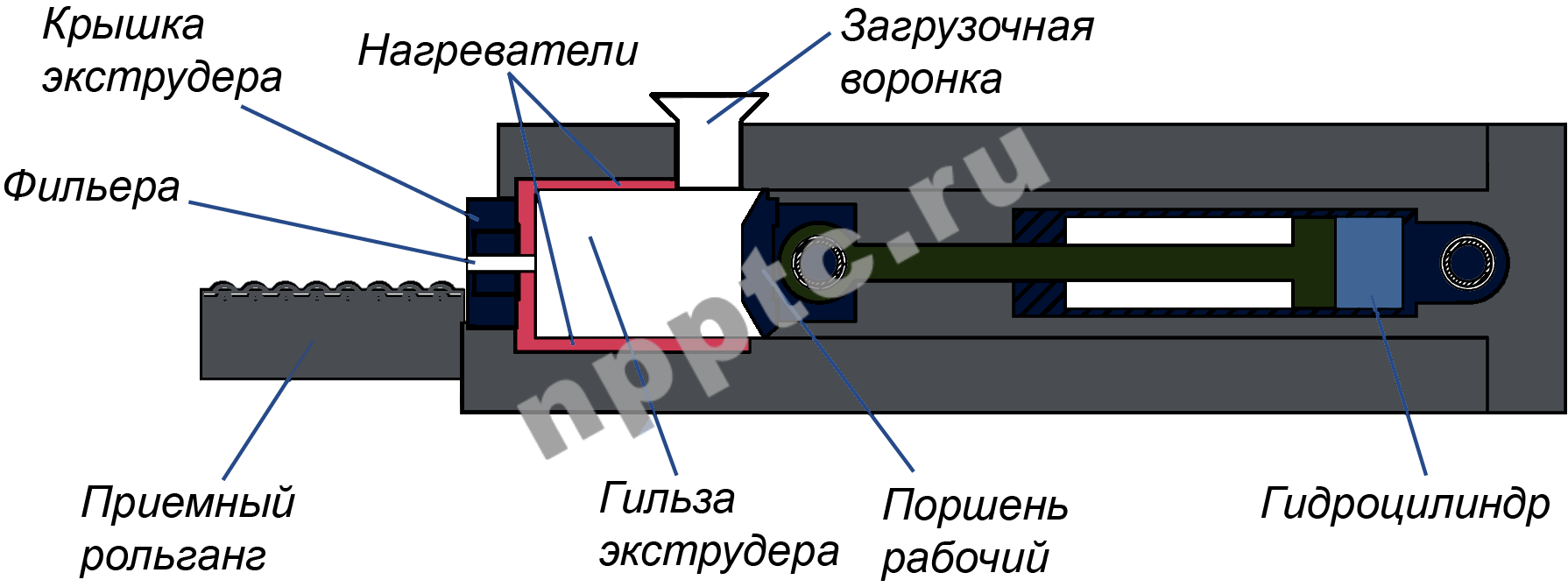
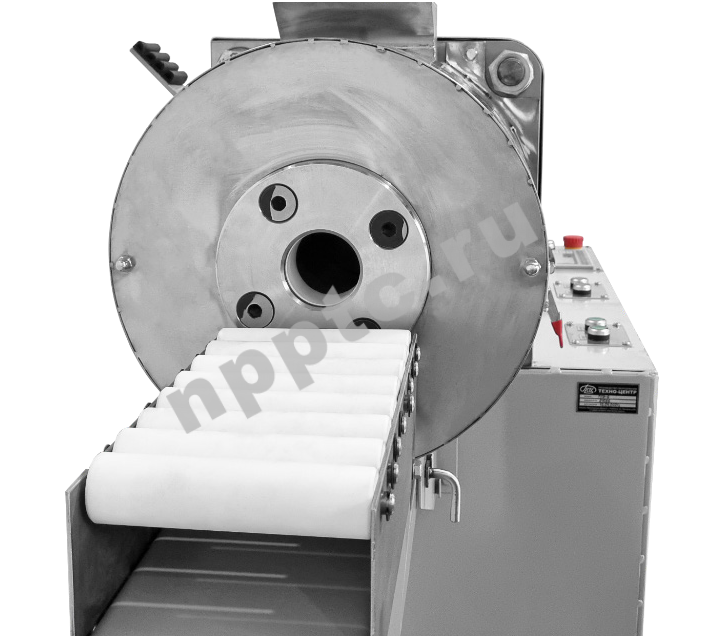
На переднем фланце гильзы экструдера установлена крышка с установленной в ней сменной фильерой с фторопластовой втулкой. Для придания пластичности загруженному составу, гильза экструдера обогревается электронагревателями до 200 Cо. Внутри гильзы экструдера установлен гидроцилиндр и поршень, обеспечивающий передачу давления на материал.
Поршень в его крайнем заднем положении можно поднять и проводить зачистку внутри гильзы – конструкцией экструдера обеспечивается механизм подъема-опускания гидроцилиндра с поршнем. Под фильерой установлен приемный рольганг, который фиксируется в рабочем (горизонтальном) положении или может быть откинут вниз в нерабочее положение и зафиксирован – это позволяет сохранить форму изделия при экструзии.
Гидравлический экструдер для электродов – ключевое оборудование на этапе формования углеродных изделий высокой плотности. От стабильности процесса экструзии зависит прочность электродов, их срок службы и эффективность применения в высокотемпературных и токонагруженных условиях. Завод специального машиностроения ООО «Техно-центр» разрабатывает и производит экструдеры, ориентируясь на реальные задачи предприятий, где каждая технологическая операция должна быть точной, управляемой и экономически выгодной.
Инженерная надежность, проверенная временем
«Техно-центр» более 30 лет специализируется на промышленном оборудовании для тяжелых условий эксплуатации. Каждая конструкция создается с применением современных расчетных методов и проходит обязательные испытания перед передачей заказчику. За это время предприятие сформировало компетенции в разработке оборудования для переработки высоковязких и жаропрочных масс, что стало базой для совершенствования технологии экструзии угольных электродов.
Наш гидравлический экструдер для электродов обеспечивает:
-
стабильное давление рабочей системы при длительных циклах;
-
точный контроль хода поршня и равномерность формирования стержня;
-
адаптацию к составу массы, температурным режимам и требуемому сечению изделия;
-
безопасную работу и удобство обслуживания в производственных условиях.
Высокое качество формуемых электродов
Технологический результат — это не только геометрия, но и внутренняя структура изделия.
Конструктивные решения наших машин позволяют добиться:
-
минимального газосодержания благодаря эффективной дегазации;
-
высокой однородности структуры по длине изделия;
-
превосходной плотности и отсутствия дефектов поверхности;
-
повторяемости формы при серийном выпуске.
Каждый гидравлический экструдер для электродов комплектуется сменными фильерами — с учетом специфики продукции заказчика. Мы обеспечиваем изготовление оснастки под нужный профиль и сечение.
Гибкость комплектации и проектирование под задачу
Предприятия различаются по производительности, условиям размещения и требованиям к автоматизации.
Поэтому мы предлагаем:
-
широкий модельный ряд по усилию гидросистемы и размерам оборудования;
-
подбор систем нагрева и вакуумирования под ваш технологический процесс;
-
возможность интеграции в существующие линии;
-
расширение функций системы управления под нужды персонала и контроля качества.
При необходимости гидравлический экструдер для электродов может быть модернизирован или дооснащен, чтобы соответствовать новым задачам производства.
Производитель, которому доверяют
ООО «Техно-центр» располагает замкнутым производственным циклом: от разработки КД до испытания готового оборудования.
Мы обеспечиваем:
-
собственное конструкторское сопровождение;
-
качественную металлообработку и сборку;
-
точность изготовления узлов;
-
контроль на всех этапах производства.
С нами работают как малые производственные компании, так и крупные заводы оборонно-промышленного комплекса, а также научно-исследовательские организации. Репутация надежного партнера подтверждается практическими результатами и отзывами заказчиков.
Индивидуальный подход — максимальный эффект
Мы внимательно анализируем технологию клиента: состав углеродной массы, режимы нагрева, требуемую длину и геометрию электродов. В результате вы получаете гидравлический экструдер для электродов, который:
-
повышает выход качественной продукции;
-
снижает энергозатраты и трудоемкость;
-
стабилизирует технологический процесс;
-
расширяет возможности ассортимента.
Хотите решить задачи вашего предприятия с максимальной эффективностью?
«Техно-центр» готов разработать и изготовить гидравлический экструдер для электродов, полностью адаптированный под ваши производственные требования. Подробные технические консультации предоставляются нашим инженером-конструктором.
Свяжитесь с нами — и мы подготовим предложение, которое будет работать на нужный вам результат!
Свяжитесь с нами удобным способом
пн-пт с 8:00 до 17:00, обед с 12:00 до 13:00
г. Рыбинск, ул. Нансена, д.20 Схема проезда
Рысев Владимир Александрович
Фомичева Валерия Андреевна
Клиновицкая Екатерина Борисовна
Рысев Владимир Александрович
8 (800) 100-77-23 (Технический отдел)
Цыганков Герман Андреевич
Оставьте свои данные и наш менеджер свяжется с вами в ближайшее время
мы получили вашу заявку
Наш специалист свяжется с вами в ближайшее время, для уточнения необходимой информации